
 EN
EN
 AR
AR BG
BG HR
HR CS
CS FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO RO
RO RU
RU ES
ES TL
TL ID
ID LT
LT SK
SK SL
SL UK
UK VI
VI ET
ET TH
TH TR
TR FA
FA AF
AF MS
MS HY
HY AZ
AZ KA
KA BN
BN LO
LO LA
LA MN
MN NE
NE MY
MY KK
KK UZ
UZ KY
KY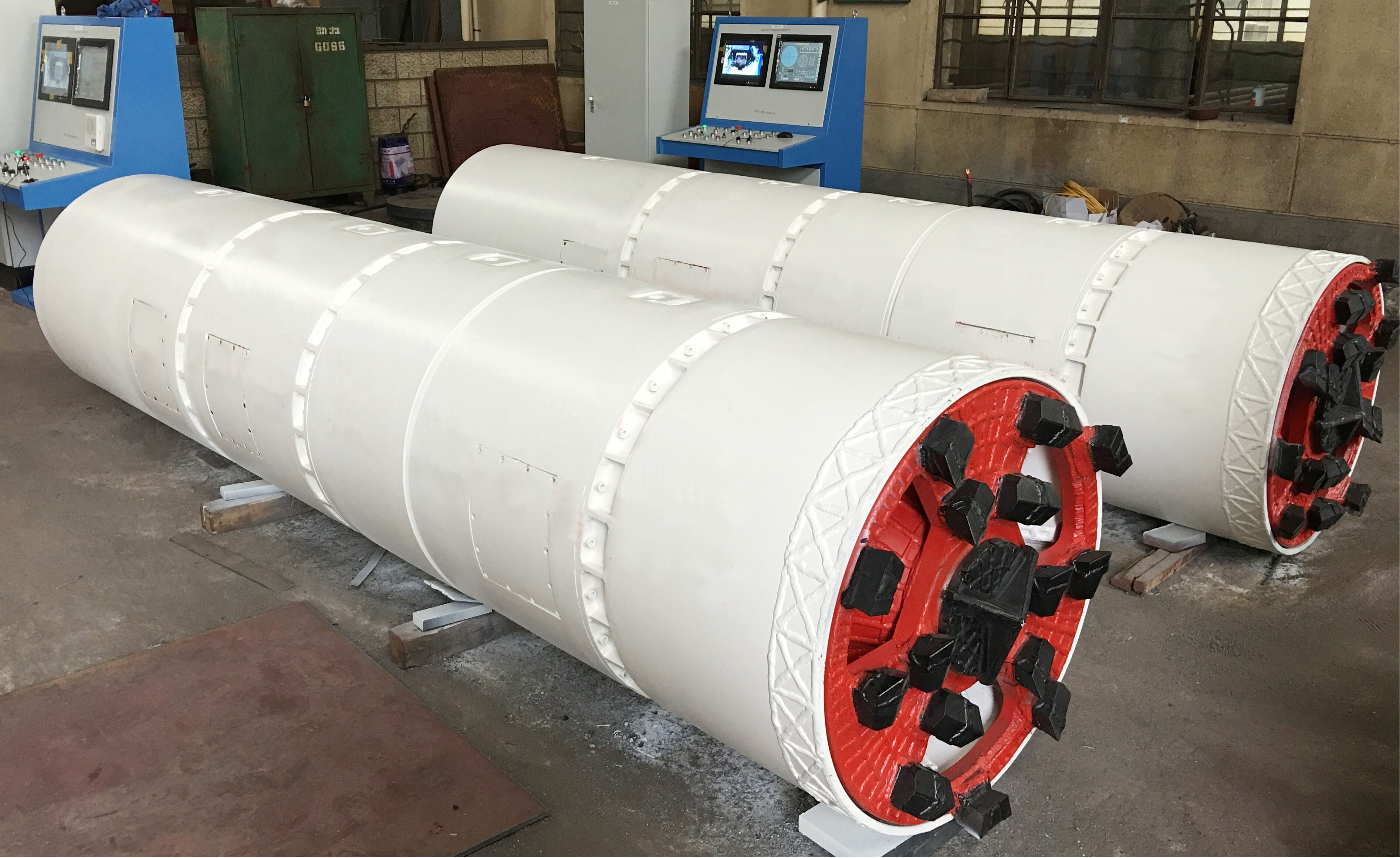
Când contractorii de utilități subterane se confruntă cu coridoare urbane înguste, traversări de râuri sau zone dense din punct de vedere al infrastructurii, una dintre întrebările critice apare inevitabil: poate o mașină de microtunneling negocia o curbă cu rază de 50 de metri? Nu este o întrebare de inginerie abstractă. Determină direct dacă un proiect de instalare fără săpătură este fezabil, câtă planificare preliminară este necesară și care specificații ale echipamentului trebuie prioritate înainte de mobilizare.

Răspunsul scurt este da — în condiții potrivite, o mașină de microtunelare poate finaliza cu succes o curbă cu rază de 50 de metri. Totuși, această capacitate nu este universală pentru toate tipurile de echipamente, diametrele țevilor sau profilele de sol. Înțelegerea logicii ingineresci, a constrângerilor operaționale și a criteriilor de decizie privind manevrarea pe curbe în microtunelare este esențială pentru proprietarii de proiecte, inginerii de proiectare și echipele de construcții care necesită rezultate fiabile sub medii urbane sensibile.
Înțelegerea capacității de manevrare pe curbă în microtunelare
Ce definește o curbă din punct de vedere geometric în microtunelare
În ingineria fără săpătură, o curbă este definită de raza sa — cu cât raza este mai mică, cu atât provocarea de navigare este mai mare pentru orice mașină de microtunelare. O rază de 50 de metri este considerată o curbă strânsă conform standardelor din industrie. Pentru a pune acest lucru în perspectivă, multe manevre standard de microtunelare sunt proiectate pentru aliniamente drepte sau curbe ușoare cu raze superioare celor de 200 de metri. Reducerea razei la 50 de metri introduce o complexitate geometrică și mecanică semnificativă, care trebuie luată în considerare atât în proiectarea echipamentului, cât și în planul de forare.
Raza de curbură determină direct câtă abatere unghiulară trebuie să realizeze sistemul de direcție la fiecare îmbinare de conductă sau punct de articulație al mașinii. Pentru o mașină de microtunelare care funcționează cu o rază de 50 de metri, decalajul unghiular pe segmentul de conductă devine semnificativ, în special pe măsură ce diametrul conductei crește. Inginerii trebuie să calculeze unghiurile admisibile de deviere ale îmbinărilor pe baza lungimii conductei, a materialului din care este confecționată conducta și a tipului de cuplaj, pentru a confirma fezabilitatea geometrică înainte de începerea forării.
Sistemele de ghidare cu laser și sistemele de navigație giroscopice sunt cele două instrumente principale utilizate pentru menținerea preciziei în timpul forărilor pe trasee curbe. Un sistem convențional de ghidare cu laser este limitat la o referință pe linie dreaptă, ceea ce îl face inadecvat pentru navigarea pe curbe strânse. Sunt necesare sisteme giroscopice sau stații totale automate pentru a furniza operatorului mașinii de microtunelare feedback-ul pozițional în timp real de care are nevoie pentru a executa și menține, cu precizie, o aliniere cu rază de 50 de metri.
Sisteme de articulație și mecanisme de direcționare
Capacitatea unei mașini de microtunelare de a urmări o aliniere curbă depinde fundamental de sistemul său de articulație. Cele mai multe mașini moderne de microtunelare sunt echipate cu cilindri de direcționare care aplică o împingere asimetrică pentru a redirecționa capul de foraj în raport cu corpul principal. În traseele rectilinii, acești cilindri sunt utilizați pentru corecții minore ale traseului. În traseele curbe, ei trebuie să funcționeze continuu și cu precizie pentru a menține raza proiectată pe întreaga lungime a traseului.
Unele mașini de microtunelare dispun de o concepție cu dublă articulație, care oferă un punct suplimentar de pivotare și extinde domeniul unghiular de direcționare. Această configurație este deosebit de valoroasă în aplicațiile care necesită raze mici, deoarece reduce efortul mecanic exercitat asupra cilindrilor de direcționare și distribuie cerința geometrică între două articulații, în loc de una singură. Pentru un traseu cu rază de 50 de metri, mașinile cu dublă articulație depășesc adesea, atât din punct de vedere al preciziei, cât și al fiabilității mecanice, mașinile cu simplă articulație.
Viteza de răspuns hidraulic și capacitatea de comandă proporțională a sistemului de direcție sunt, de asemenea, importante. Pe terenuri moi sau în condiții de sol variabile, mașina de microtunelare poate experimenta forțe laterale neașteptate care o împing din aliniament. Un sistem de direcție cu răspuns hidraulic rapid și control proporțional fin permite operatorilor să efectueze corecții mici și continue, fără a aplica corecții excesive, ceea ce este esențial pentru menținerea unei traiectorii curbe netede, în locul unui șir de deviații unghiulare care doar aproximează, dar nu corespund arcului intenționat.
Diametrul țevii, materialul țevii și influența acestora asupra navigării pe curbă
Modul în care diametrul țevii limitează raza minimă de curbă
Diametrul conductei este una dintre cele mai influente variabile în determinarea posibilității ca o mașină de microtunelare să realizeze o curbă cu rază de 50 de metri. Pe măsură ce diametrul conductei crește, lungimea segmentelor individuale de conductă crește, de asemenea, în mod tipic, iar segmentele mai lungi generează decalaje unghiulare mai mari la fiecare îmbinare pentru a urmări aceeași traiectorie curbată. Aceasta înseamnă că o rază de 50 de metri este mai ușor de realizat cu conducte de diametru mic — de obicei în intervalul 300 mm până la 600 mm — decât cu instalații de diametru mai mare, peste 1000 mm.
Pentru aplicațiile cu mașini de microtunelare de diametru mai mare, executanții sunt adesea nevoiți să reducă lungimea segmentelor individuale de conductă, pentru a diminua solicitarea unghiulară pe îmbinare. Utilizarea unor țevi de împingere mai scurte păstrează integritatea geometrică a curbei, evitând în același timp concentrări excesive de efort în zona îmbinărilor conductelor. Această modificare trebuie specificată în faza de achiziție, deoarece producătorii standard de țevi de împingere oferă, la cerere, segmente de lungime limitată destinate aplicațiilor de forare curbat.
Relația dintre diametrul țevii și raza curburii nu este pur și simplu liniară. Aceasta implică momentul de inerție al țevii, presiunea de contact dintre exteriorul țevii și terenul înconjurător, precum și efectul cumulat al forțelor de împingere pe măsură ce avansează forajul. Un inginer geotehnic și structural calificat trebuie să verifice dacă diametrul țevii selectat este compatibil cu raza de 50 de metri înainte ca mașina de microtunelare să fie mobilizată la site.
Selectarea materialului țevii pentru foraje pe trasee cu curburi strânse
Nu toate materialele pentru conducte au aceeași performanță atunci când sunt supuse forțelor de îndoire și unghiulare care apar în timpul unei forări microtunelate curbe. Conductele din beton armat pentru forare prin împingere, care sunt utilizate pe scară largă în aplicațiile obișnuite cu mașini de microtunelare, pot realiza forări curbe dacă sunt specificate corespunzător, cu proiectarea adecvată a îmbinărilor, inclusiv garnituri amortizoare și fețe finale prelucrate mecanic, care distribuie efortul uniform pe întreaga suprafață de contact a îmbinării. Totuși, conductele din beton au o toleranță limitată la devierea unghiulară, care trebuie respectată în cadrul proiectării curbei.
Țevile din oțel, țevile din fibră de sticlă și țevile din beton polimeric oferă proprietăți mecanice diferite, care pot fi avantajoase în aplicațiile cu rază mică. De exemplu, țevile din oțel pot suporta o deformare mai mare la îmbinări și oferă o rezistență superioară la eforturile locale de încovoiere. Totuși, acestea ridică și alte considerente, cum ar fi protecția împotriva coroziunii, cerințele de sudură și logistica manipulării pe șantier. Alegerea materialului pentru țevi trebuie făcută în strânsă legătură cu selecția configurației mașinii de microtunelare, tratându-le pe ambele ca un sistem ingineresc integrat.
Proiectarea îmbinărilor tubulare este la fel de importantă. Pentru o mașină de microtunelare care operează pe un rază de 50 de metri, îmbinările trebuie să ofere o flexibilitate unghiulară adecvată, păstrând în același timp o rezistență structurală suficientă pentru a transmite sarcinile de împingere. În mod obișnuit, se specifică fețe de îmbinare sferice sau tronconice, proiectate special, combinate cu garnituri compresibile, pentru a permite mișcarea unghiulară necesară fără a genera concentrații de tensiune care ar putea provoca fisurarea tubului sau compromiterea etanșeității la apă.
Condițiile solului și comportamentul terenului în timpul forajelor curbe
Influența tipului de sol asupra performanței de ghidare
Profilul solului prin care avansează o mașină de microtunelare are un impact direct asupra capacității acesteia de a naviga o curbă strânsă. În solurile coezive, cum ar fi argila, terenul oferă o susținere laterală relativ stabilă și un comportament previzibil, ceea ce facilitează menținerea unei alinieri curbe constante. Mașina de microtunelare poate aplica corecții de direcționare în mod incremental, fără a declanșa deplasări laterale bruscă, ceea ce este esențial pentru realizarea unei săpături precise și fluide cu rază de 50 de metri.
În solurile granulare, cum ar fi nisipul sau pietrișul, situația este mai complexă. Aceste materiale oferă o coerență laterală redusă, ceea ce înseamnă că terenul din jurul mașinii de microtunelizare poate ceda sau se poate deplasa în răspuns la forțele de direcționare aplicate. Acest lucru creează un risc de supradirecționare necontrolată sau de abatere a aliniamentului, dacă operatorul nu controlează cu precizie viteza de avans și comenzile de direcționare. În solurile granulare cu apă, gestionarea presiunii la fața de lucru devine și mai critică pentru a preveni pierderea de teren, ceea ce ar destabiliza în continuare aliniamentul.
Condiții de teren mixt — în care mașina de microtunelare întâlnește straturi alternative sau buzunari de tipuri diferite de sol — reprezintă cel mai dificil scenariu pentru executarea traseelor curbate. Rezistența diferențială exercitată asupra capului de foraj poate genera forțe neintenționate de rotație laterală (yaw) sau de înclinare (pitch), care intră în conflict cu direcția de ghidare intenționată. Proiectele desfășurate în condiții de teren mixt trebuie să includă o investigație detaliată a solului înainte de construcție, iar mașina de microtunelare selectată trebuie să dispună de un cuplu suficient și de un sistem eficient de reglare a presiunii pe fața de foraj pentru a gestiona aceste tranziții fără a pierde controlul asupra alinierii.
Lubrifiere și gestionarea spațiului inelar în curbe
În timpul unei forări microtunelare pe o traiectorie curbă, șirul de tuburi nu parcurge o cale perfect concentrică în inelul forat. Geometria curbei determină contactul tuburilor cu solul de pe arcul exterior, ceea ce crește frecarea pe acea parte. Fără o gestionare adecvată a lubrifierii, această frecare asimetrică poate genera o rezistență la ghidare care depășește capacitatea de corecție a mașinii de microtunelare, deviind traiectoria forării de aliniamentul curb intenționat.
Injectarea unei suspensii de bentonită prin orificiile de lubrifiere distribuite de-a lungul șirului de împingere este metoda standard utilizată pentru reducerea acestei frecări. Pentru forările pe traiectorii curbe, planul de lubrifiere trebuie adaptat pentru a ține cont de distribuția asimetrică a frecării. Debitul de injecție pe partea arcului exterior a curbei poate necesita să fie mai mare decât cel de pe partea arcului interior, pentru a obține o lubrifiere echilibrată și pentru a preveni migrarea șirului de tuburi către limita solului.
Lubrifierea corespunzătoare nu doar reduce cerințele de forță pentru ridicare, ci protejează și îmbinările conductelor împotriva încărcărilor laterale excesive cauzate de contactul asimetric cu terenul. Un manager de proiect pentru o mașină de microtunelare trebuie să includă protocoalele de lubrifiere pentru trasee curbe în declarația de metodă, specificând volumele țintă de injecție, limitele de presiune și intervalele de monitorizare care reflectă cerințele specifice ale unei alinieri cu rază de 50 de metri, în loc să apeleze la un plan standard de lubrifiere pentru trasee rectilinii.
Considerații legate de planificare și execuție pentru trasee cu rază de 50 de metri
Cerințe ingineresci prealabile construcției
Executarea unei săpături curbe cu o mașină de microtunelizare pe un rază de 50 de metri necesită un nivel mai ridicat de inginerie în faza pre-construcție decât o săpătură dreaptă standard. Echipa de proiect trebuie să elaboreze desene detaliate ale aliniamentului care să specifice geometria curbei în coordonate tridimensionale, permițând astfel programării sistemului de ghidare cu poziții țintă precise la intervale regulate de-a lungul traseului de săpătură. Aceste desene trebuie, de asemenea, să confirme faptul că sistemul de conducte selectat poate urmări geometric curba fără a depăși limitele de deviere ale îmbinărilor.
Calculul forței de ridicare pentru tronsoanele curbe trebuie să ia în considerare frecarea suplimentară și rezistența la direcționare generate de aliniamentul curb. Stațiile intermediare de ridicare — uneori denumite interjacks — pot fi necesare pentru a distribui încărcarea totală de ridicare pe întreaga coloană de țevi și pentru a preveni depășirea forței cumulate a capacității de încărcare admise a țevilor. Numărul și poziționarea interjacks-urilor trebuie proiectate pe baza geometriei specifice a curbei, a coeficienților de frecare ai solului și a proprietăților materialelor țevilor relevante pentru proiect.
Săpătura de lansare și săpătura de recepție trebuie poziționate și construite astfel încât să permită unghiurile de intrare și ieșire ale mașinii de microtunelare, conform aliniamentului curb. Dacă curba începe imediat după lansare, geometria săpăturii trebuie să permită mașinii să inițieze corecția de direcționare fără a fi constrânsă de peretele săpăturii sau de etanșarea de intrare. Aceste detalii de construcție sunt adesea neglijate în faza inițială de planificare a proiectului, dar pot cauza perturbări semnificative ale programului, dacă nu sunt rezolvate înainte de mobilizarea mașinii.
Monitorizarea operațională și corecția în timp real
În timpul executării unei săpături curbe, monitorizarea în timp real nu este opțională — este o cerință operațională fundamentală. Operatorul mașinii de microtunelare trebuie să aibă acces continuu la datele de poziționare provenite din sistemul de ghidare, la valorile forței de împingere măsurate de cadrul de împingere și de stațiile intermedii de împingere, precum și la feedback-ul privind presiunea la fața de lucru, furnizat de instrumentele montate pe capul de foraj. Împreună, aceste fluxuri de date permit operatorului să detecteze deviațiile de aliniere într-un stadiu incipient și să aplice corecții de direcționare înainte ca deviația să depășească toleranța acceptabilă.
Gestionarea ratei de avans este o variabilă operațională critică în traseele curbe. Un avans prea rapid reduce timpul disponibil pentru corecțiile de direcție și crește riscul depășirii limitelor de deviere ale articulațiilor la nivelul conexiunilor individuale ale tuburilor. Un avans prea lent poate duce la scurgerea sau la consolidarea lubrifiantului din spațiul inelar, ceea ce crește frecarea și face direcționarea mai dificilă. Operatorii experimentați de mașini de microtunelare înțeleg acest echilibru și ajustează dinamic ratele de avans pe baza feedback-ului în timp real, nu urmând o rată fixă stabilită în faza de planificare anterioară execuției.
Sondajele post-execuție sunt la fel de importante pentru a confirma faptul că sistemul de conducte instalat urmează aliniamentul proiectat cu rază de 50 de metri, în limitele toleranțelor specificate. Abaterile identificate în cadrul sondajului post-execuție pot necesita măsuri corective, cum ar fi injectarea cu mortar sau reglarea îmbinărilor, oferind, de asemenea, lecții valoroase pentru viitoarele forări pe trasee curbe. Documentarea întregului registru operațional al forării cu mașină de microtunelare — inclusiv comenzile de ghidare, forțele de împingere și citirile sistemului de ghidare — creează o bază de cunoștințe de proiect care îmbunătățește precizia planificării pentru proiectele ulterioare similare.
Întrebări frecvente
Care este cea mai mică rază de curbă pe care o poate atinge, în mod tipic, o mașină de microtunelare?
Raza minimă de curbă realizabilă pentru o mașină de microtunelare depinde de modelul mașinii, diametrul țevii, concepția articulației și condițiile de sol. Multe mașini moderne dotate cu sisteme de direcție cu dublă articulație pot realiza raze la fel de mici ca 30–50 de metri în condiții favorabile ale terenului și cu diametre mai mici ale țevilor. Mașinile standard, fără articulație specializată, sunt, în general, limitate la raze de 100 de metri sau mai mari. Consultați întotdeauna specificațiile producătorului echipamentului și efectuați o evaluare a fezabilității specifice proiectului înainte de a vă angaja într-un plan de forare pe o rază mică.
O curbă cu rază de 50 de metri crește semnificativ forța de împingere necesară?
Da, traseele curbate generează în mod intrinsec forțe de împingere mai mari decât traseele rectilinii de lungime echivalentă. Distribuția asimetrică a frecării de-a lungul arcului exterior al curbei, combinată cu rezistența la direcționare din sol, crește cerința totală de împingere asupra sistemului de împingere al mașinii de microtunelare. În funcție de tipul de sol, diametrul țevii și eficacitatea lubrifierii, forțele de împingere pe traseele curbate pot fi cu 20–50 % mai mari decât cele corespunzătoare traseelor rectilinii. Această diferență trebuie luată în considerare atât în calculele forțelor de împingere, cât și în evaluarea capacității structurale a țevilor în faza de proiectare.
Poate sistemul de ghidare urmări cu precizie o mașină de microtunelare pe un traseu curb cu rază de 50 de metri?
Sistemele standard de ghidare bazate pe laser sunt concepute pentru trasee rectilinii și nu pot urmări cu precizie o mașină de microtunelizare pe un traseu curbat strâns. Pentru traseele curbe cu un rază de 50 de metri, sunt necesare sisteme de ghidare giroscopice sau sisteme automate de stație totală. Aceste tehnologii oferă actualizări continue ale poziției în trei dimensiuni, permițând operatorului să monitorizeze alinierea în raport cu curba proiectată, în timp real. Alegerea tehnologiei adecvate de ghidare reprezintă una dintre cele mai importante decizii luate în faza de pregătire a construcției pentru orice proiect de microtunelizare pe traseu curb.
Este un traseu de microtunelizare cu rază de 50 de metri potrivit pentru toate diametrele de conducte?
Un rază de 50 de metri este mai ușor de realizat cu diametre mai mici ale conductelor, de obicei sub 800 mm, unde segmentele mai scurte de conductă și sistemele de îmbinare mai flexibile pot compensa devierea unghiulară necesară pe fiecare îmbinare. Pentru diametre mai mari, peste 1000 mm, realizarea unei raze de 50 de metri devine semnificativ mai dificilă și poate necesita segmente de conductă de lungime redusă, concepute special, sisteme de îmbinare modificate și o mașină de microtunelare cu capacitate îmbunătățită de direcționare. Fiecare aplicație trebuie evaluată individual, în funcție de geometria conductei, de specificațiile îmbinărilor și de capacitatea de direcționare a mașinii selectate.
Cuprins
- Înțelegerea capacității de manevrare pe curbă în microtunelare
- Diametrul țevii, materialul țevii și influența acestora asupra navigării pe curbă
- Condițiile solului și comportamentul terenului în timpul forajelor curbe
- Considerații legate de planificare și execuție pentru trasee cu rază de 50 de metri
-
Întrebări frecvente
- Care este cea mai mică rază de curbă pe care o poate atinge, în mod tipic, o mașină de microtunelare?
- O curbă cu rază de 50 de metri crește semnificativ forța de împingere necesară?
- Poate sistemul de ghidare urmări cu precizie o mașină de microtunelare pe un traseu curb cu rază de 50 de metri?
- Este un traseu de microtunelizare cu rază de 50 de metri potrivit pentru toate diametrele de conducte?