tBM шлам
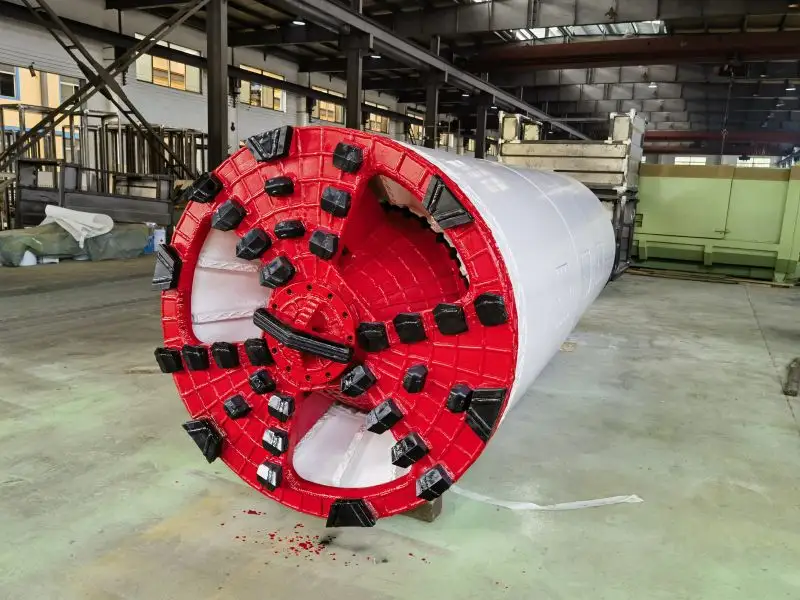
ТБМ-ийн бохирдол нь туннелийн хайгуулын машин ашиглах орчин үеийн чухал бүрэлдэхүүн хэсэг бөгөөд туннелийн төслүүдийн үеэр хөрсний нөхөн сэргээлт, хайгуулын дэмжлэг авах үндсэн хэрэгсэл юм. Энэхүү төрөлжсөн шилжилтийн хослолд бентонитын ган, ус, янз бүрийн химийн нэмэлт бодисыг хослуулж, туннелийн нүүрний тогтвортой байдлыг хадгалах, хөрсийг үр ашигтай арилгах боломжийг олгодог тиксотроп бодисыг бий болгодог. ТБМ-ийн бохирдол нь хайгуулын нүүрэнд гидравлик даралт үүсгэж, бохирдолтын явцад хөрсний уналт, гүний усны нэвтрүүлгийг урьдчилан сэргийлэх үйл ажиллагаа явуулдаг. ТБМ-ийн дэвшилтэт бохирдолт бодисын бүрэлдэхүүнд гүнзгийрлийн хяналтыг сайжруулах, филтрлэлийн шинж чанарыг сайжруулах, янз бүрийн геологийн нөхцөлд хамгийн сайн үйл ажиллагааг хангах полимер нэмэлт бодисыг багтаасан байдаг. ТБМ-ийн бохирдолтын системийн технологийн хүрээнд даралт, нягтрал, урсгалын хурдг тасралтгүй хэмжиж, тод үйл ажиллагааны параметрүүдийг хадгалахын тулд нарийн хяналтын тоног төхөөрөмж байдаг. Орчин үеийн TBM-ийн бохирдол нь хөрсний үндсэн нөхөн сэргээлтийг дагаад хөрсний тогтворжуулалт, хог хаягдлыг тээвэрлэх, байгаль орчныг хамгаалах функцүүдийг хамардаг. Хөрсний найргыг бодит цаг үеийн геологийн үнэлгээний үндсэн дээр динамик зохицуулж болно. Энэ дасан зохицох чадвар нь гул гулсыг геологийн өөрчлөлт ихтэй төвөгтэй хотын туннелийн төслүүдэд онцгой ач холбогдолтой болгодог. ТБМ-ийн бохирдолт эргэлтийн систем нь өндөр хүчин чадалтай насос, ялгаруулах үйлдвэр, бохирдолт бохирдолт бодисыг тасралтгүй дахин боловсруулах, цэвэршүүлэх цэвэрлэх байгууламжтай. Төмөрлөгийн бохирдолт бохирдолт бохирдолт нь хамааралтай байхын тулд бохирдолтой бохирдолтой бохирдолтой бохирдолтой бохирдолтой бохирдолтой бохирдолтой бохирдолтой бохирдолтой бохирдолтой бохирдолтой бохирдолтой бохирдолтой бо ТБМ-ийн бохирдол ашиглах нь байгаль орчинд нөлөөлөх нөлөөллийг багасгахын тулд бохирдол гаргах протокол, хог хаягдлын эмчилгээний журмыг сайтар удирдах, үйл ажиллагааны үр ашгийг хадгалах зэрэг байгаль орчныг хамардаг.

 EN
EN
 AR
AR BG
BG HR
HR CS
CS FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO RO
RO RU
RU ES
ES TL
TL ID
ID LT
LT SK
SK SL
SL UK
UK VI
VI ET
ET TH
TH TR
TR FA
FA AF
AF MS
MS HY
HY AZ
AZ KA
KA BN
BN LO
LO LA
LA MN
MN NE
NE MY
MY KK
KK UZ
UZ KY
KY